

详细信息
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。
数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。
数控转塔冲床(NCT)的喉深是指冲压中心至床身侧板的距离。喉深的大小直接决定加工板材的宽度尺寸大小(即沿床身长度方向加工的板材尺寸)。
【运动轴】
X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
Y轴:将工件沿平行于床身长度方向移动的伺服驱动轴
A轴:旋转转塔型刀具库选择模具的旋转轴
C轴:模具自动分度的旋转轴,可以任意角度旋转模具
【加工方式】
1)单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。
2)同方向的连续冲裁:使用长方形模具部分重叠加工的方式,可以进行加工长型孔、切边等。
3)多方向的连续冲裁:使用小模具加工大孔的加工方式。
4)蚕食:使用小圆模以较小的步距进行连续冲制弧形的加工方式。
5)单次成形:按模具形状一次浅拉深成型的加工方式。
6)连续成形:成型比模具尺寸大的成型加工方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。
7)阵列成形:在大板上加工多件相同或不同的工件加工方式。
【加工工位】
通用厚转塔模具一般按模具能加工的孔径尺寸进行分级,方便模具的选用。通常分为A、B、C、D、E五档。
A(1/2”)工位:加工范围Ø1.6~Ø12.7mm
B(1-1/2”)工位:加工范围Ø12.7~Ø31.7mm
C(2”) 工 位:加工范围Ø31.7~Ø50.8mm
D(3-1/2”)工位:加工范围Ø50.8~Ø88.9mm
E(4-1/2”)工位:加工范围Ø88.9~Ø114.3mm
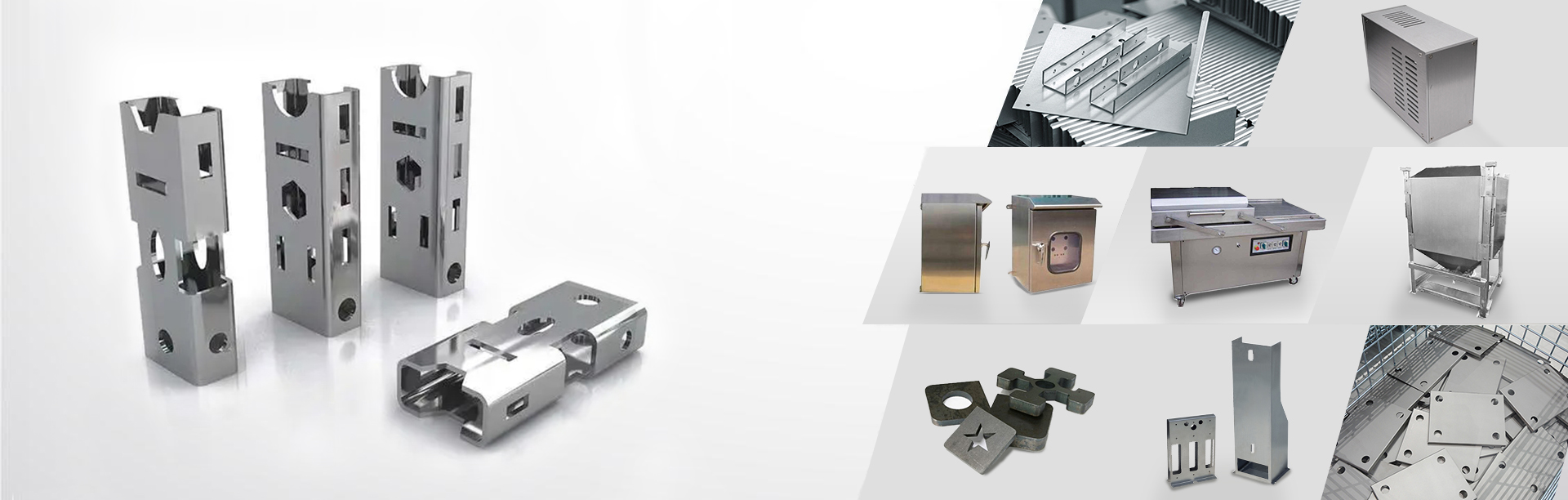
【应用行业】
广泛用于机械、电器、仪表、筛网、五金、各类金属盘、箱、柜等行业的冲压加工,利用单次冲裁方式和步冲冲裁方式冲出各种形状、尺寸的孔和零件,特别适用于多品种的中、小批量或单件的板材冲压。
